
Presse universelle MecaMotion par 
Mise à zéro du codeur
Avant de faire le moindre mouvement, il faut impérativement avoir fait la "mise à zéro" du codeur. Sans ça, comme la valeur du codeur n'est pas connue, il y a des risques de collision.
Pour effectuer cette mise à zéro, si vous n'êtes pas en mode standalone, il faut que la presse soit connectée à un automate, afin de pouvoir utiliser la marche à vue (mode JOG).
Marche-à-suivre pour la mise à zéro du codeur
1.Dans l'arborescence du projet du logiciel MecaMotion, faites un clic-droit sur l'onglet "Presse", dans le menu déroulant qui s'affiche, sélectionnez "Commande expert". La fenêtre de la figure 1 s'ouvre.
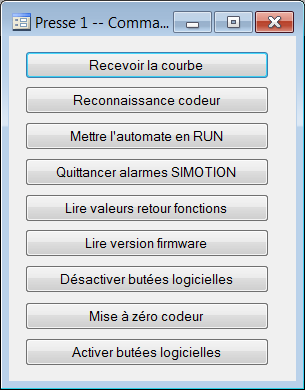
Figure 1: Menu des commandes "Expert"
2.Une fois ce menu ouvert, la première étape à réaliser pour faire la mise à zéro du codeur, est de désactiver les butées logicielles. Pour ce faire cliquez sur le bouton "Désactiver butées logicielles".
3.Dès que les butées logicielles ont été désactivées, il est possible de manipuler l'axe à l'aide des commandes "JOG+" et "JOG-". Ces commandes sont envoyées à la presse par le PLC, via le bus PROFINET ou depuis le mode manuel de la page commande, si vous travaillez en mode standalone.
4.À l'aide de ces deux commandes (JOG+ et JOG-), positionnez l'axe sur le "0 mécanique".
5.Dès que l'axe est à la position que vous avez décidé comme étant la position "Zéro", il faut apprendre cette position. Pour cela, dans la fenêtre "Commande expert", cliquez sur le bouton "Mise à zéro codeur".
6.Lorsque la mise à zéro est effectuée, il ne reste plus qu'à réactiver les butées logicielles. Pour ce faire, dans la fenêtre "Commande expert", cliquez sur le bouton "Activer butées logicielles".
Remarque: Si des programmes pièces ont été réalisés avec un autre "0 mécanique", les valeurs de positions ne seront plus valable. /!\ Attention au risque de casse /!\ |
