
Presse universelle MecaMotion par 
Mode standalone
Le mode "Standalone" permet de travailler avec la presse sans automate.
L'ensemble des commandes nécessaires au pilotage de la presse sont alors réunies dans MecaMotion (logiciel de programmation de la presse).
Passage en mode "Standalone"
Pour faire fonctionner la presse en mode "Standalone", vous devez modifier le paramètre n°28 (communication) du projet et choisir "Standalone". (voir figure 2)
La fenêtre de paramètres est accessible depuis l'arborescence du projet. (voir figure 1)
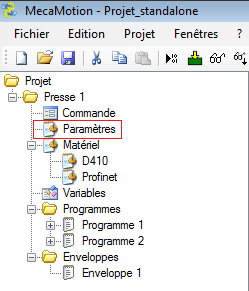
Figure 1 : Paramètres du projet
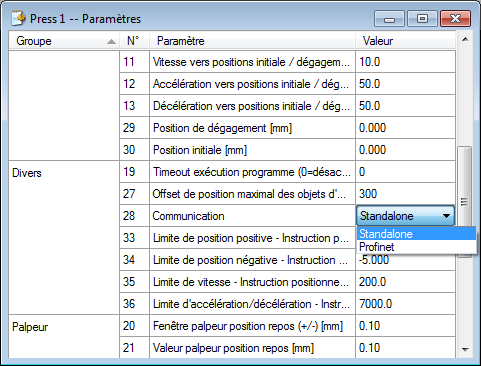
Figure 2 : Paramètres projet mode Standalone
Paramètres et résultats dans un programme
Lorsque vous travaillez en mode "Standalone", il est possible, pour chaque programme, d'ajouter des variables pour introduire des paramètres et des variables pour recevoir des résultats. Ces variables sont ensuite directement utilisables dans le programme pièce.
Vous pouvez aussi définir une variable de retour pour visualiser les pièces bonnes/mauvaises et si vous souhaitez ou non afficher l'enveloppe sur le graphique dans la page commande. (voir figure 4)
Dans l'arborescence du projet, la page "paramètres/résultats" se trouve en dessous du programme. (voir figure 3)
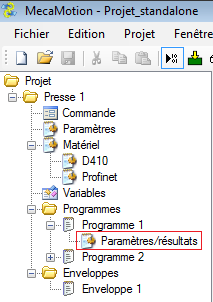
Figure 3 : Paramètres/résultats
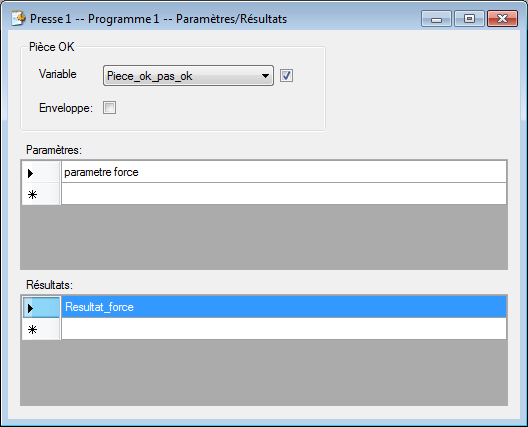
Figure 4 : Fenêtre paramètres/résultats
Lorsque vous aurez effectué un cycle, les variables résultats se trouverons dans le tableau des résultats (en bas à gauche de la figure 5).
Dans la fenêtre ci-dessous, se trouve les différentes valeurs de la variable résultat "Resultat_force" mesurées durant plusieurs cycles.
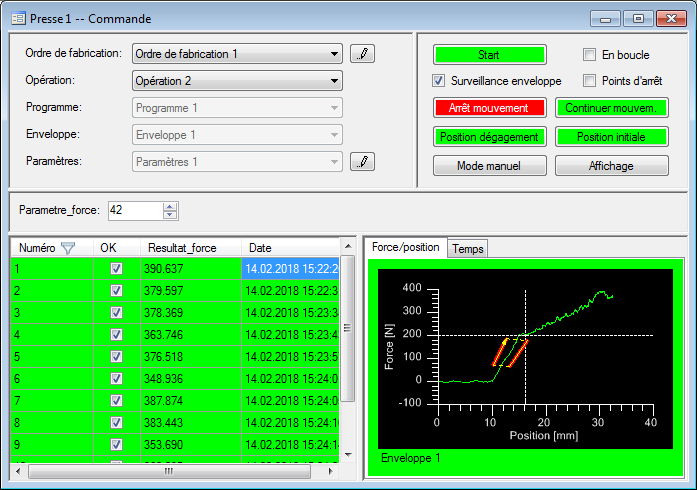
Figure 5 : Visualisation de la valeur des résultats
Pilotage de la presse
En mode "Standalone", le pilotage de la presse se fait depuis la fenêtre "commande" qui est accessible dans l'arborescence du projet.
Dans cette fenêtre, vous pouvez choisir et créer les ordres de fabrication, renseigner les valeurs des paramètres et visualiser les résultats. (voir figure 6)
Lorsque vous modifiez un paramètre d'entrée du programme que vous allez démarrer (exemple: Parametre_force), vous n'êtes pas obligé de charger le projet, la nouvelle valeur du paramètre sera envoyée au moment du démarrage du programme.
Important, pour pouvoir enregistrer les résultats, la base de données doit être active.
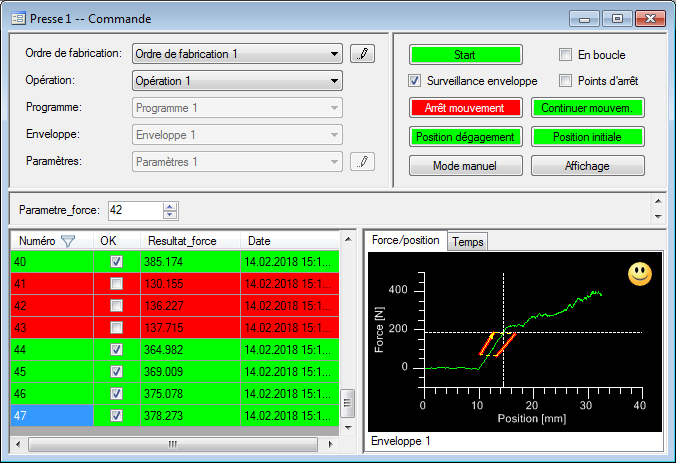
Figure 6 : Fenêtre de commande
En haut à droite de la fenêtre "commande" se trouvent l'ensemble des boutons nécessaires au pilotage du cycle automatique mais également l'accès au mode manuel.
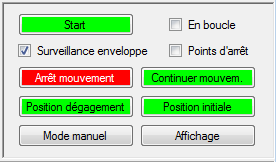
Figure 7 : Commandes automatiques
Les boutons présents sur la page commande (figure 7) ont les fonctions suivantes:
•Le bouton "start" permet de démarrer le programme sélectionné.
•Le bouton "arrêt mouvement" permet d'arrêter le mouvement de l'axe et de mettre en pause l'exécution du programme pièce.
•Le bouton "continuer mouvement" permet de redémarrer le mouvement de l'axe et l'exécution du programme pièce.
•Le bouton "position dégagement" permet d'arrêter le mouvement de l'axe puis effectuer un mouvement vers la position de dégagement définie dans les paramètres.
•Le bouton "position initiale" permet d'arrêter le mouvement de l'axe puis effectuer un mouvement vers la position initiale définie dans les paramètres.
•Si la case "en boucle" est cochée, le programme sélectionné va s'exécuter en boucle.
•La case "surveillance enveloppe" permet d'activer/désactiver la réaction programmée en cas de dépassement des tolérances de l'enveloppe.
•La case "point d'arrêt" permet d'effectuer les points d'arrêt programmés. Pour continuer après un point d'arrêt, vous devez cliquer sur le bouton "start". (nommé "continuer" lorsque le programme est arrêté sur un point d'arrêt)
Le bouton "affichage" permet d'accéder à une fenêtre dans laquelle sont affichées la position de l'axe, la valeur de la force, la valeur du palpeur et l'état du micro switch en temps réel.
Création d'un ordre de fabrication et d'un jeu de paramètres
La création d'un ordre de fabrication et d'un jeu de paramètres se fait depuis la page commande. (voir figure 8)
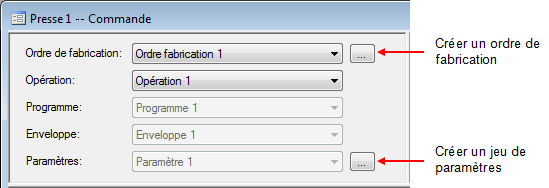
Figure 8 : Créer ordre de fabrication et jeu de paramètres
Pour créer un ordre de fabrication, vous devez cliquer sur le bouton "..." à côté de la ligne "ordre de fabrication" (figure 8). La fenêtre ci-dessous s'ouvre (figure 9), dans celle-ci, vous devez donner un nom à l'ordre de fabrication puis ajouter une ou plusieurs opérations.
Ces opérations sont composées obligatoirement d'un programme accompagné de son jeu de paramètres et si besoin vous pouvez ajouter une enveloppe.
Tant que vous n'avez pas réalisé de cycle avec une opération, il est possible de modifier sa configuration, après avoir réalisé un cycle, vous ne pouvez plus la modifier.
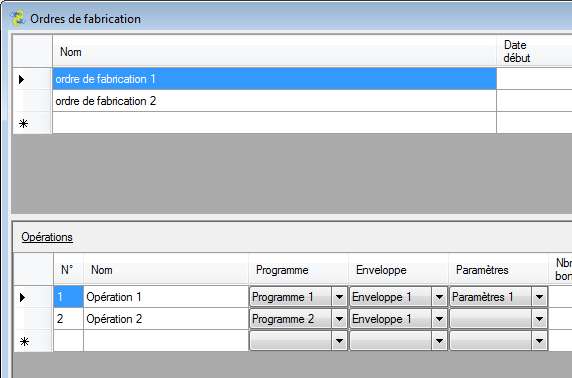
Figure 9 : Création ordre de fabrication
Les jeux de paramètres permettent d'enregistrer plusieurs valeurs de paramètres pour un seul programme et ainsi faciliter le changement des valeurs. Pour les créer, cliquez sur le bouton "..." à côté de la ligne "paramètres". (figure 8)
Les paramètres qui composent le jeu se trouvent au centre la page "commande", vous pouvez ainsi renseigner en sélectionnant chaque jeu les valeurs des paramètres de celui-ci.
Une fois que vous aurez démarré un cycle, le jeu de paramètres sélectionné restera le même pour l'opération choisie, pour réaliser un cycle avec un nouveau jeu de paramètres, vous devez créer une nouvelle opération.
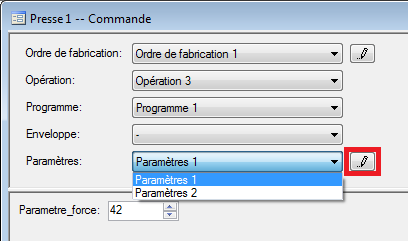
Figure 10 : Création de jeux de paramètres
Méthode d'utilisation de la page commande
Lorsque vous avez créé l'ordre de fabrication, dans la page commande, choisissez l'ordre de fabrication et l'opération à réaliser.
Avant de démarrer le cycle, vous devez cocher les cases si vous souhaitez travailler avec ou sans l'enveloppe et avec ou sans les points d'arrêts. Vous pouvez ensuite démarrer le cycle à l'aide du bouton "Start".
Lorsque le programme est terminé, les résultats sont récupérés automatiquement. (Courbe, retour de tolérance, variables résultats et pièce ok/pas ok) Il est possible d'afficher automatiquement le dernier résultat lorsqu'il est reçu, pour se faire, faites un clic-droit sur le tableau des résultats et choisissez "Sélection automatique du nouveau résultat".
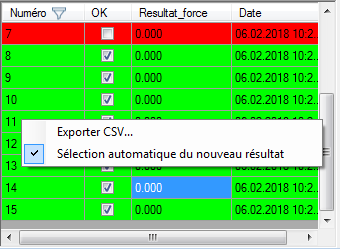
Figure 11 : Affichage automatique du dernier résultat
Courbes
En bas à droite de la fenêtre "commande", vous pouvez visualiser la courbe de force par rapport à la position mais également la force dans le temps et la position dans le temps. (voir figure 12 et 13)
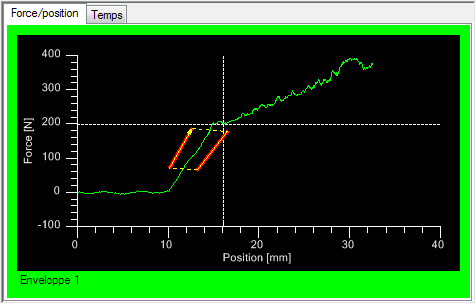
Figure 12 : Courbe force/position
Sur la figure 13, la force apparaît en violet et la position en vert. Vous pouvez visualiser les courbes sur des graphiques séparés ou sur le même graphique en cliquant sur le bouton "graphiques superposés".
Lorsque les courbes se chevauchent sur le même graphique, vous devez placer le curseur sur l'une des deux pour que l'échelle de force ou de position soit affichée.
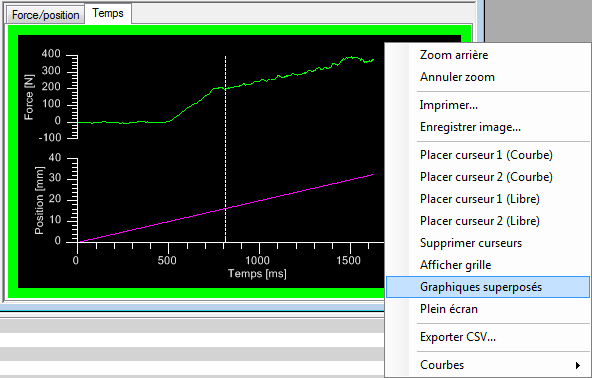
Figure 13 : Courbes force/temps et position/temps
Base de données
Si vous souhaitez supprimer un ordre de fabrication et ses résultats, cliquez sur "fichier" dans la barre des menus puis "base de données". Dans cette fenêtre vous pouvez supprimer les ordres de fabrication que vous n'avez plus besoin.
Depuis cette fenêtre (figure 14), vous pouvez exporter la base de donnée au format ".sql" pour pouvoir l'utiliser sur un autre poste de travail par exemple. Pour ce faire, cliquez sur le bouton "exporter" pour enregistrer la base de donnée dans un fichier au format ".sql" puis, transférez le fichier sur le nouveau poste de travail. Ensuite, depuis MecaMotion, ouvrez le fichier ".sql" à l'aide du bouton "importer", l'ensemble des ordres de fabrication du projet seront alors ajoutés dans le champ "gestion des résultats".
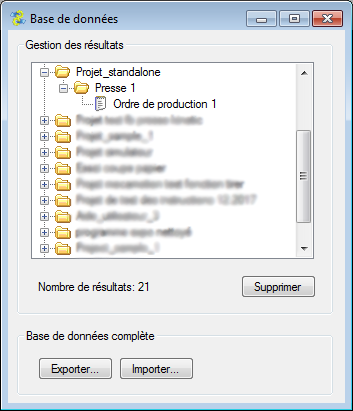
Figure 14 : Base de données
Pilotage de la presse en mode manuel
Le pilotage de la presse en mode manuel se fait depuis la page commande en cliquant sur le bouton "mode manuel".
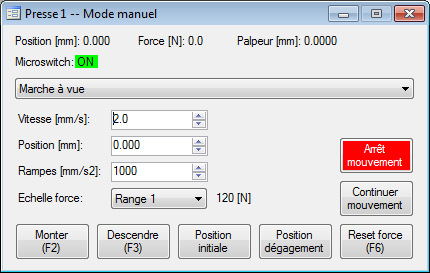
Figure 15 : Mode manuel
Ce mode manuel vous permet de déplacer l'axe en marche à vue et de réaliser des mouvements en donnant des consignes de position relatives ou absolus.
Si vous effectuez un positionnement manuel, vous devez choisir la vitesse, la position et la rampe (accélération/décélération). Lorsqu'un positionnement est en cours vous pouvez à tout moment arrêter le mouvement puis repartir à l'aide des boutons "arrêt mouvement" et "continuer mouvement".
Tout en haut de la fenêtre sont affichées, la position de l'axe, la valeur de la force, la valeur du palpeur et l'état du micro switch en temps réel.
Depuis cette fenêtre, il est aussi possible d'amener l'axe en position initiale ou de dégagement, choisir l'échelle du détecteur de force et effectuer une remise à 0 du détecteur de force.
Erreurs
En cas d'erreur, le triangle "Attention" en bas à droite du logiciel va clignoter. Si vous cliquez dessus, la liste des erreurs présentes s'affiche, vous pouvez les acquitter à l'aide du bouton "quittance". Vous trouvez la liste des erreurs dans la rubrique Liste des alarmes de la presse sur PROFINET.
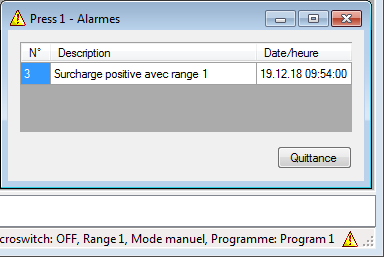
Figure 16 : Erreurs
Mode production
Dans le mode production vous retrouvez toutes les fonctionnalités de la fenêtre "commande" avec une mise en page épurée pour faciliter l'utilisation à l'opérateur.
Vous pouvez protéger l'accès au mode édition et au mode production à l'aide de mots de passes.
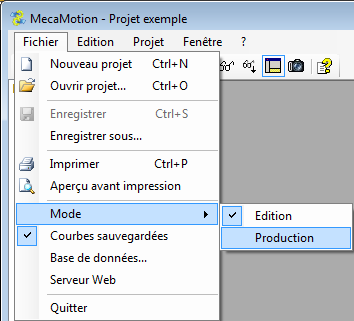
Figure 17 : Accès mode production
Si vous souhaitez revenir au mode édition lorsque vous êtes en mode production, cliquez sur l'onglet production en haut à gauche puis sur l'onglet paramètres à droite. Sur cette page se trouve le bouton "éditeur de projet" qui permet de revenir au mode édition. (Figure 18)
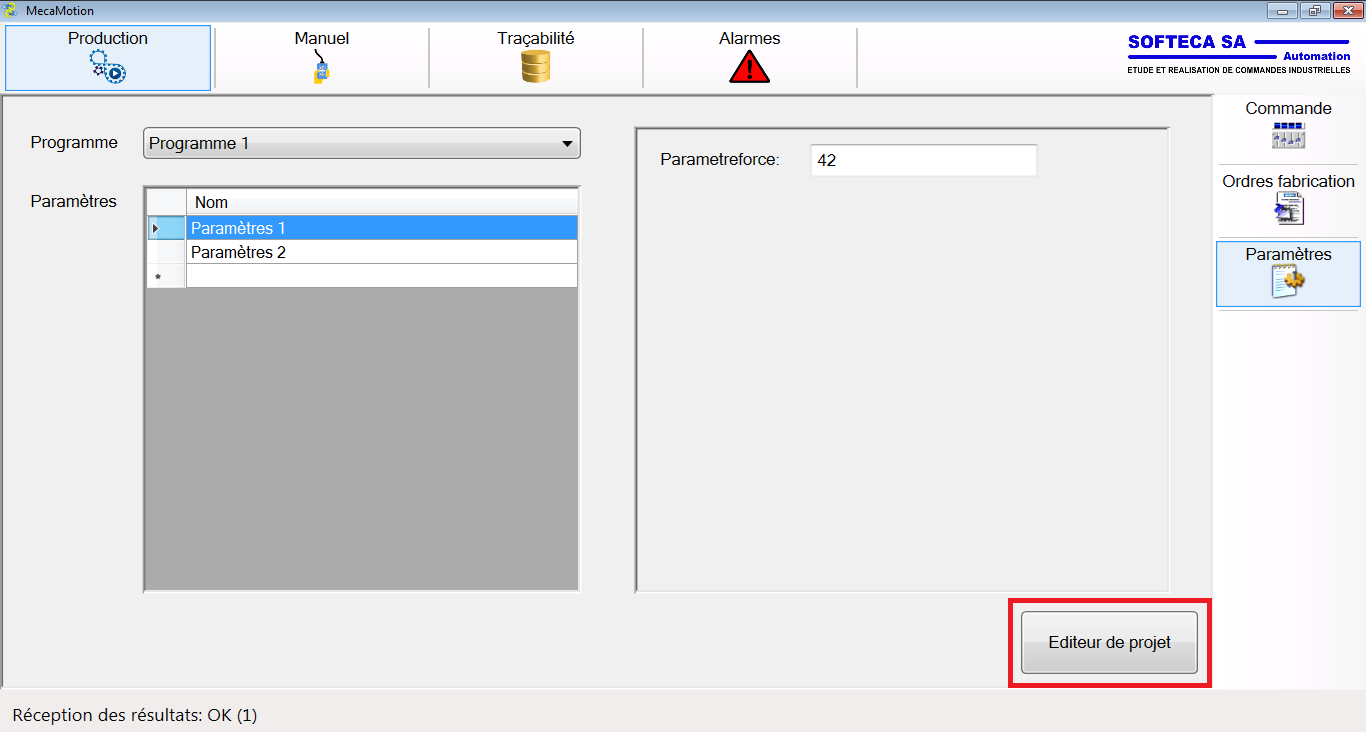
Figure 18 : Retour au mode édition
